Ambalaj bilgileri:Ambalajın içinde dokuma çantalar ve plastik şeritler, ambalajın dışında tahta sandık ve çelik şeritl
Teslim süresi:Sipariş onaylandıktan ve depozito alındıktan sonra 5-10 iş günü
Yetenek temini:Ayda 5000 Ton
Fotoğraf Galerisi
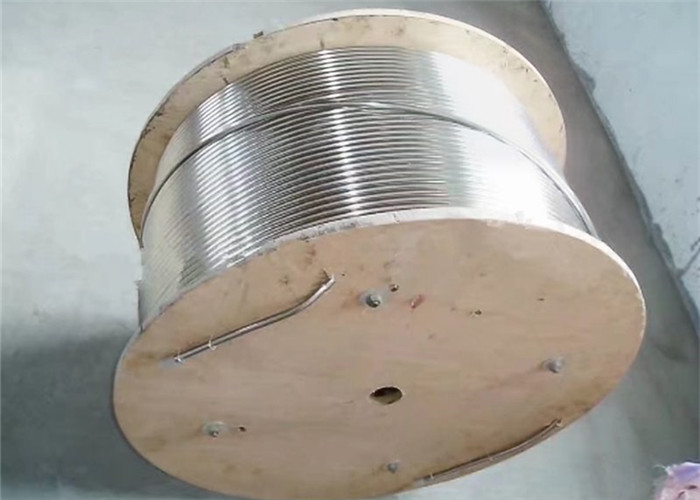
ASTM A312 EN10216 Paslanmaz Çelik Boru Max 12m Soğuk Haddelenmiş Sıcak Ekstrüzyon
Ürün Açıklaması
Kalın duvar 446 1.4418 paslanmaz çelik boru boru soğuk haddelenmiş sıcak ekstrüzyon
Tanım:
ASTM A312 EN10216 paslanmaz çelik boru boru.
Paslanmaz çelik dikişsiz boru boru üretim süreci 1. Sıcak haddeleme (ekstrüzyon dikişsiz çelik boru): yuvarlak kütük → ısıtma → delme → üç silindirli çapraz haddeleme, sürekli haddeleme veya ekstrüzyon → boru çıkarma → boyutlandırma (veya küçültme çapı) → soğutma → doğrultma → hidrolik test (veya kusur tespiti) ) → işaret → depolama
Detaylar: Dikişsiz borunun haddelenmesi için ham madde, yuvarlak bir boş borudur ve yuvarlak boru boşluğu, bir kesme makinesi tarafından yaklaşık 1 m uzunluğunda bir boşluk halinde kesilir ve bir taşıma bandı yoluyla ısıtılmak üzere bir fırına gönderilir.Kütük bir fırına beslenir ve yaklaşık 1200 santigrat dereceye kadar ısıtılır.Yakıt hidrojen veya asetilendir.Fırın sıcaklık kontrolü önemli bir konudur.Yuvarlak kütük serbest bırakıldıktan sonra delik delme makinesine tabi tutulur.Daha yaygın delme makinesi, konik bir silindir delme makinesidir.Bu delme makinesi, yüksek üretim verimliliğine, iyi ürün kalitesine, geniş delik çapına sahiptir ve çeşitli çelik türleri giyebilir.Delme işleminden sonra, yuvarlak kütük arka arkaya üç rulo ile haddelenir, haddelenir veya ekstrüde edilir.Ekstrüzyondan sonra, tüp boyutlandırılmalıdır.Haşıllama makinesi, çelik bir boru oluşturmak için konik bir matkap ucu ile çelik bir çekirdeğe yüksek hızda döndürülür.Çelik borunun iç çapı, ebatlama makinesi matkap ucunun dış çapı ile belirlenir.Çelik boru boyutlandırıldıktan sonra soğutma kulesine girer ve su spreyi ile soğutulur.Çelik boru soğuduktan sonra düzleştirilir.Çelik boru düzleştirildikten sonra, iç kusur tespiti için bir konveyör bant ile bir metal kusur dedektörüne (veya su basıncı testine) gönderilir.Çelik boru içerisinde çatlaklar varsa kabarcıklar ve diğer problemler tespit edilecektir.Çelik boru kalite kontrolünden sonra elle dikkatlice seçilmelidir.Çelik borunun kalite kontrolünden sonra numara, özellik, üretim parti numarası vb. ile boya püskürtülür. Bir vinçle depoya kaldırılır.
2. Soğuk çekilmiş (haddelenmiş) dikişsiz çelik boru: yuvarlak boru kütük → ısıtma → delme → kafa → tavlama → dekapaj → yağlama (bakır kaplama) → çok geçişli soğuk çekme (soğuk haddeleme) → boş boru → ısıl işlem → doğrultma → Hidrolik basınç testi (muayene) → işaretleme → depoya.
Soğuk çekilmiş (haddelenmiş) dikişsiz çelik borunun haddeleme yöntemi, sıcak haddelemeye (ekstrüzyon dikişsiz çelik boru) göre daha karmaşıktır.Üretim süreçlerinin ilk üç adımı temelde aynıdır.Fark dördüncü adımla başlar.Yuvarlak kütüğün içi oyulduktan sonra başlama ve tavlama işlemine geçilmesi gerekir.Tavlama işleminden sonra özel bir asidik sıvı ile asitle yıkanır.Dekapajdan sonra yağ uygulayın.Bunu, boş tüpün çok geçişli soğuk çekmesi (soğuk haddeleme) ve ardından özel bir ısıl işlem takip eder.Isıl işlemden sonra düzleştirilir.